
Industrial engineering, production improvement, modular industrial workstations UK
Future proofing production, the ROI of modular industrial workstations in the UK
UK manufacturing teams are being asked to do two things at once, improve throughput and reduce risk. Product mix changes more often, customer lead times keep tightening and audits are rarely getting simpler. In that environment, fixed, single purpose benches can become a quiet constraint. They lock in old layouts, create friction during changeovers and turn upgrades into rip out and replace projects.
This article explains how modular industrial workstations in the UK can help protect capital spend, cut changeover friction and support auditable production environments. It is written for Operations Directors, Production Managers and Engineering leads who need decisions that stand up in front of finance, health and safety and quality.
Technical summary for decision makers
- Downtime is expensive, surveys cited by maintenance suppliers report average unplanned downtime costs of £5,121 per hour, with large firms reporting over £10,000 per hour in some cases.
- Modularity reduces friction, a workstation designed as a platform supports faster layout changes, faster repeatable set ups and more consistent standard work.
- Repeatability drives results, when height, tooling positions and presentation are repeatable, you reduce variation between shifts and speed up set up.
- Standards matter, ISO 9001 relates to the supplier’s quality management system, while ESD control programmes are defined in BS EN IEC 61340 5 1.
- Verified safety claims matter, the GS mark is a voluntary tested safety mark regulated under German law and issued via recognised test bodies.
Why static infrastructure creates hidden cost
Most factories do not set out to buy consumable furniture. It happens slowly. A bench is purchased for one job, then a new product arrives, then a different operator needs a different height, then a new quality requirement appears, then a cobot gets introduced and suddenly the work area is a patchwork of fixes.
The cost is not just the bench. It is the time spent adapting around the bench. When changeover tasks involve moving tooling, adjusting heights, hunting for fixtures and improvising storage, you lose capacity in small chunks that are hard to see on a dashboard.
Reality check for finance. One widely cited survey reports average unplanned downtime costs of £5,121 per hour, with big variation by company size. If your process changes introduce even a small amount of extra waiting and rework, it adds up quickly.
What modular industrial workstations change
A modular workstation treats the bench as infrastructure. The core frame and uprights stay, while accessories, storage, lighting and tooling support can be reconfigured as the process changes. In practice, that tends to deliver three operational benefits.
1. Faster, repeatable set ups
Set up time is often lost in basic adjustments. If the worksurface height, lighting and tool locations are not repeatable, every shift handover becomes an informal reset. Height adjustable benches with position memory can reduce that variability, particularly where the same station is used by different operators or for different SKUs.
Even if your changeover is not formally measured, you can usually observe the same pattern, people spend time moving items, checking the last job has not left missing tools or parts and making the station usable again. Removing that friction is a straightforward way to recover capacity without adding headcount.
2. Tool control and point of use organisation
Lost tools and duplicated purchases are common symptoms of weak point of use organisation. Modular systems make it easier to integrate shadow boards, perforated panels, rails and drawers into the workstation structure. When the storage travels with the station, you keep the system intact through layout changes.
That is the practical link between modularity and 5S. You are not asking people to be tidy, you are giving them a physical structure that makes the right way the easy way.
3. Layout changes without rebuild work
When a line needs to be rebalanced, you want changes to be mechanical, not construction. A modular platform reduces the need for ad hoc drilling, welding or bespoke brackets. You can treat each workstation as a cell that can be reconfigured, then standardised again.
Quantifying the gains, what to measure
If you are building a business case, avoid vague claims. Choose a small set of measures that you can track before and after.
- Changeover time per station, per shift, per product change
- First pass yield and rework rate for the station
- Time spent searching for tooling, fixtures or gauges
- Unplanned stops linked to set up, adjustments, missing items or changeovers
- Time to introduce a new SKU or tooling variation
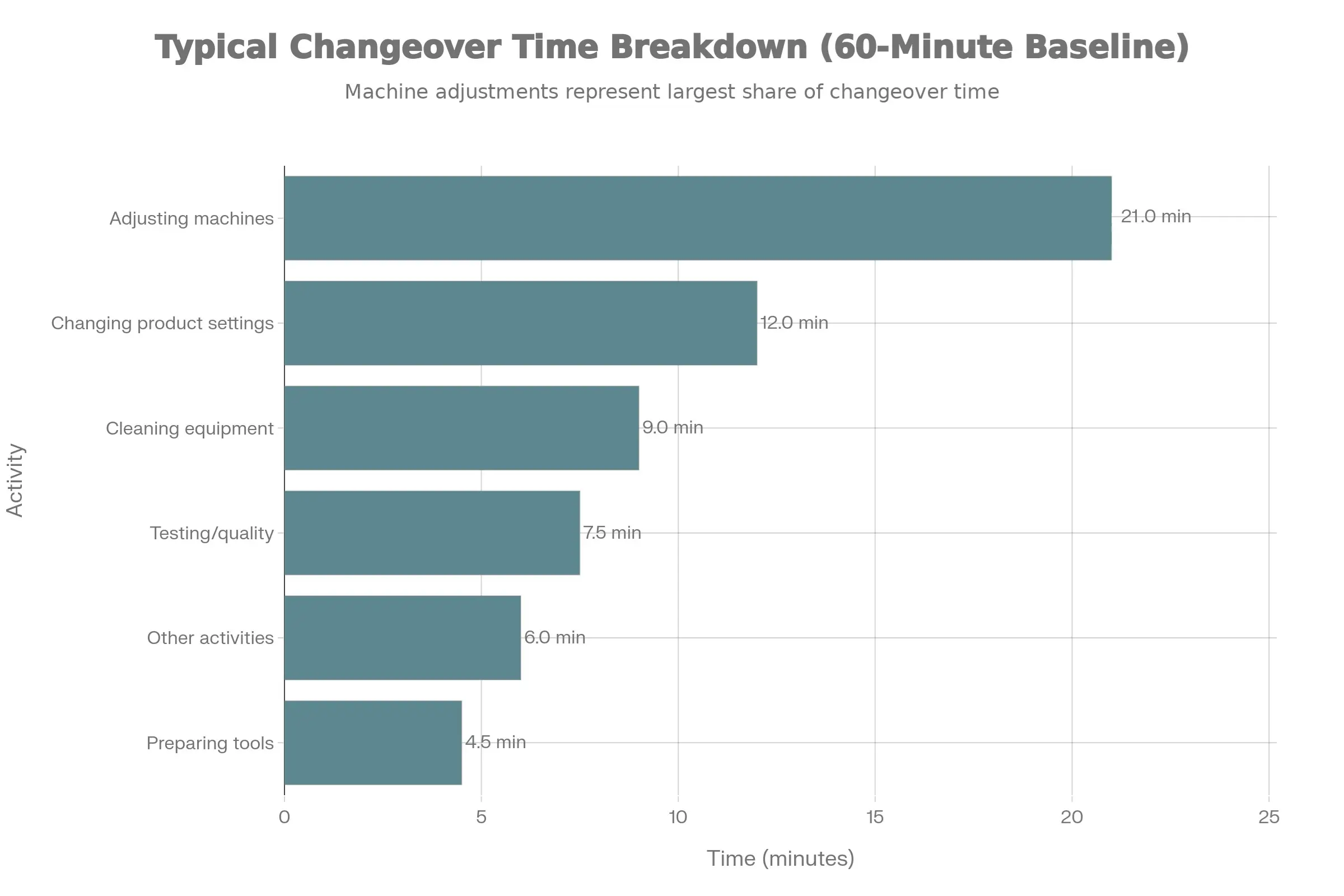
Breakdown of a typical 60 minute changeover, showing time split across adjustment, settings and cleaning.
Figure 1. Example breakdown of a typical 60 minute changeover used in published changeover guidance. Use this as a prompt for your own time study, not as a universal benchmark.
If you want one fast win, time a single changeover at one station and write down where the minutes go. You will usually find that the workstation set up tasks are not huge individually, but they recur constantly. That is where modularity pays back.
Compliance, audits and why standards language matters
Many buyers search for phrases like ISO 9001 assembly benches because they want assurance. It is worth being precise. ISO 9001 is a standard for quality management systems used by organisations to demonstrate consistent processes and continual improvement. It is not a product specification, but it does matter when you are standardising across multiple workstations or sites, because it reduces variability in how products are designed, built and controlled.
ISO 9001 in plain English. ISO describes ISO 9001 as a globally recognised standard for quality management systems. In procurement terms, it supports confidence in repeatability, document control and supplier discipline.
For electronics assembly and any mixed environment where sensitive components are handled, ESD control should be treated as a programme, not a mat on a bench. BS EN IEC 61340 5 1 is the current British Standard aligned to IEC and EN versions, and it sets general requirements for establishing and operating an ESD control programme.
ESD control reference. BS EN IEC 61340 5 1:2024 describes general requirements for protecting electronic devices from electrostatic phenomena through an ESD control programme. Use this as a reference point when building an auditable EPA.
For safety claims on load, stability and repeatability, independent testing is more persuasive than brochure wording. The GS mark, short for Geprüfte Sicherheit, is a voluntary tested safety mark regulated under German law. It is typically issued following testing by an officially recognised test centre, which can provide added confidence when equipment is deployed in demanding industrial environments.
How to evaluate a modular platform, without getting lost in features
Most workstation systems can be made to look good in a catalogue. The practical question is whether the system will still serve you after the next process change. Use selection criteria that a production team can verify.
Verified capacity and stability
Ask for documented load ratings that match your use case, including drawers and shelving if you store heavy tooling. If you have vibration sensitive operations, for example precision work, vision inspection or cobot assisted tasks, ask how the system manages stability and repeatability.
Configurability that does not require bespoke fabrication
Look for a clear modular logic, uprights, rails, panels, lighting mounts, power integration and storage that can be repositioned without drilling or welding. If every change becomes a custom job, the platform is not really modular in operational terms.
Standardisation across stations
In operational terms, the goal is repeatable stations that share a common logic for layouts, storage and set up. The more you can standardise frames and accessories, the easier it is to roll out improvements across a line or multiple sites without reinventing each station.
Audit friendliness
In regulated or high scrutiny sectors, you will benefit from supplier documentation that supports traceability and repeatability. That includes consistent part references, clear drawings, documented installation guidance and a stable accessory ecosystem.
Where modularity supports automation and phased upgrades
Many UK sites are introducing cobots and small automation projects in phases. A modular workstation system can reduce the risk of those projects by giving you a consistent physical interface for mounting, cable management, lighting and tool presentation. The goal is not to turn a bench into a robot base, it is to avoid rebuilding the surrounding environment every time the automation scope changes.
If you are planning a phased roll out, start with one pilot cell, measure the changeover and quality effects and then standardise the configuration that works. That approach makes it easier to justify broader investment because the evidence is yours, not a supplier claim.
If your real problem is fatigue and discomfort
If the issue you are trying to solve is absences, restricted duties, fatigue, or people struggling to sustain the task, use the ergonomics focused guide instead.
Read why UK manufacturers are losing skilled workers to poor ergonomics
Want a workstation plan that stands up to finance and production?
If you share your process constraints, loads, changeover pattern and any audit requirements, we can propose a modular workstation layout that is practical to deploy and simple to scale.
Book a technical reviewConclusion
Modular industrial workstations in the UK are not about buying nicer benches. They are about reducing friction, protecting capital investment and building a workstation environment that can evolve as product mix, staffing and technology change. The strongest business cases focus on measurable outcomes, faster changeovers, better tool control, fewer ad hoc fixes and clearer audit readiness.
If you want to move quickly, pick one station that is causing changeover pain, run a short time study, then redesign it as a modular cell. When you can see the gains at one station, the rollout case becomes much easier.